With 18 SMD lines and a storage area of over 3700m², German electronics manufacturer Smyczek keeps 180,000 component reels on site. Following huge growth over the past few years, the material logistics in their SMD production facility has been automated, step by step.
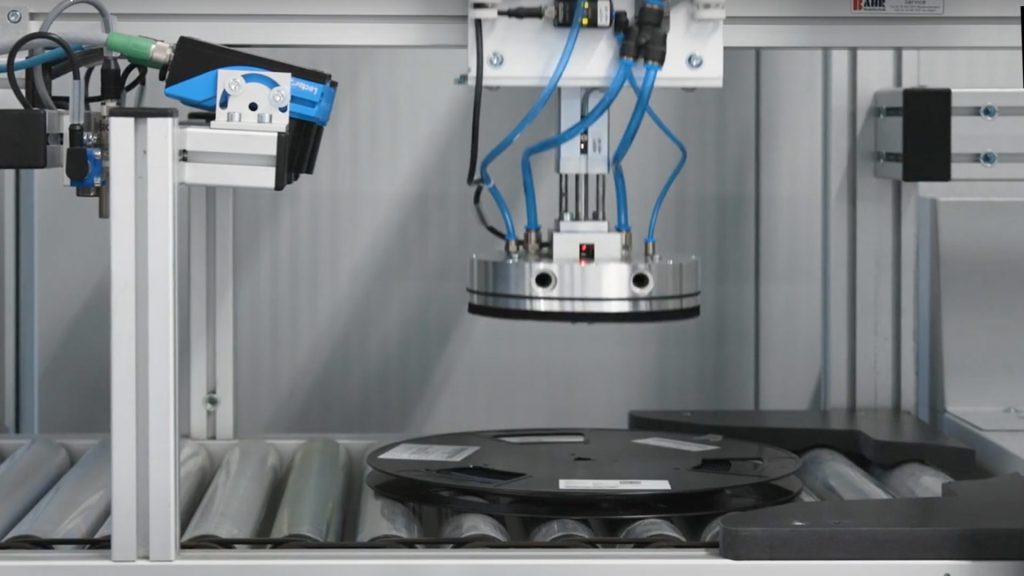
In the latest project, all opened reels and the most frequently required full reels are stored in the Dry Tower, which means that about 80% of the materials required for production are handled by the automated Dry Tower system. After unloading, the reels are simply stacked on a trolley and fed into the Dry Tower. The logging and storage process is fully automated from this point.
For the retrieval of the reels Totech has developed a completely new and unique solution: The reels are stacked in an upright container. This ensures that when a batch is retrieved, each reel is easily accessed by the operator.
This prototype is currently still unique but should be ready for series production in the near future
Before the introduction of Dry Tower, 13,000 reels were distributed and stored on 5 paternoster racks. These then had to be manually retrieved, sorted and brought to the set-up point. At the end of production, all reels had to be sorted first by paternoster and then by moisture level. The moisture-sensitive parts had to be sealed in vacuum packaging. About 4000 storage and retrieval steps were needed every day.
After moving into a larger production hall in Reute, Germany, Dry Tower was used to simplify the processes considerably and to reduce the error rate.
Today, the reels are placed in and retrieved automatically. They are labelled with their respective feeder table designation, moved to the set-up stations and can be added to the line. The part used reels are returned to the containers. This is transferred semi-automatically to a driverless transport system, which fully automatically takes it back to the storage system. Approximately 90% of all reels required in SMD production are stored in the Dry Tower and retrieved and placed back into storage without any waiting time.
Since the Dry Tower was installed, the storage and retrieval processes have been drastically reduced and search and waiting times minimised. The high level of expansion that Sick has experienced could thus be handled without the need for additional personnel and employees can now devote more time to value-adding activities.
The problem at Zollner was the huge amount of components that were stored manually on shelving and subsequent total shortage of storage space. The time spent finding required components wasn’t practical and growth was no longer possible. They had two possible options: a volume-optimizing storage system or the construction of a new manufacturing hall. They opted for the automated component storage solution from Totech – Dry Tower.
The investment in Dry Tower not only reduced the storage area by 80%, but also optimized many processes. The Dry Tower software ensures that the appropriate material is available at the right time, in the right quantity, at the right set-up location.
Through the integration with the ERP software, the customer always has an overview of the inventory and the status of the MSL Floor Lifetime.
The success of the Dry Tower project at Altenmarkt, Germany, has led to Zollner installing a further Dry Tower solution at their plant in Hungary.
SECO develops and manufactures cutting-edge technological solutions, from miniaturized computers to fully customized integrated systems combining hardware and software. SECO also offers Clea, a proprietary end-to-end IoT-AI analytics software suite, made available on a SaaS basis, that allows clients to gather insightful data from their on-field devices in real time. SECO employs almost 800 people worldwide and operates through 5 production plants, 9 R&D hubs and sales offices in 9 countries. SECO serves more than 300 blue-chip customers which are leaders in their respective fields, including Medical, Industrial Automation, Aerospace & Defense, Fitness, Vending and many other sectors. SECO R&D capabilities are further enhanced by long-lasting strategic partnerships with tech giants and collaborations with universities, research centers, and innovative start-ups. Corporate social responsibility is part of the strategy of SECO, that undertakes several actions to reduce its environmental footprint and increase its impact on its people and local communities.
The storage and conditioning of moisture-sensitive components is important in the production process. To guarantee the reliability and quality of their products SECO uses the knowledge and storage solutions of Totech. To store components & PCB’s under the right conditions SECO chose a Dry Room from our SDR Series, this is a custom made solution that is assembled on the customer site. These modular rooms have energy efficient insulated walls and are perfect for safe storage
100% compliant with ipc/jedec J-STD-033D equal to Dry Cabinet at 5% RH equivalent to MBB with unlimited shelf life.
ROI made by Ing. ALESSANDRO SEVERI
Protonic develops and produces electronics for intelligent machines and devices in various markets. Set up as an industrial automation company in 1972, over the years, focus shifted to electronics for the control of a wide variety of automated machines, instruments and equipment. At Protonic you can count on reliable advice based on an extensive knowledge base and many years of practical experience. Protonic was one of the first companies in the Netherlands to receive an ISO 9001 certificate from DEKRA.
Protonic is equipped to handle the entire production process, from assembly of electronics products to shipment of packaged products. That way, they can efficiently offer their customers not only the highest quality, but added value through additional services.
The safe storage and maintenance of moisture-sensitive components and PCBs are also important aspects of the production process. To guarantee the reliability and quality of their products Protonic uses the knowledge and storage solutions of Totech. To store components & PCB’s under the right conditions Protonic chose two Walk-In Dry Rooms from our SDR Series. These modular enclosures are ideal for their trolleys with PCB racks. The energy efficient dual wall insulated steel construction makes them perfect for drying at 40-60°C
A Collins Aerospace company with more than one hundred employees, HS Elektronik Systeme is an electronics technology specialist with over thirty years of experience in the aerospace industry.
Located in Nördlingen, Germany, HS has become a world market leader. Its products currently include Solid State Power Modules (SSPC) and Remote Power Distribution Units (RPDU). SSPCs are programmable, maintenance-free, pluggable modules for electrical power distribution. They are used in various areas of an aircraft to save space and cover DC or AC applications together with digital and analog inputs for discrete data acquisition and processing. RPDUs contain multiple SSPCs and can be deployed remotely at individual points on the aircraft.²
At the Nördlingen site, a competitor’s automated system had already been in use for several years. When the warehouse was to be connected to a material management software, an evaluation process of other systems available on the market began. Dry Tower was finally selected as the system of choice on account of Totech’s vast automated dry storage experience, especially in the implementation of interfaces to higher-level systems.
The challenge at Birkholz was how to manage the fast changeover between components. Great amounts of time were being lost through manual handling. With the Dry Tower, Birkholz now have an easy and fast way to access the required components for any given production run.
Prodrive Technologies is working in a dynamic industry and producing over a thousand different products every year required the company to have flexible automation. During the whole process there is real time insight of component locations and production process status. Using real time information to prepare future production batches not only gives a huge productivity increase, it also helps reduce product lead times and increases flexibility. Over a 1.000 different products can be handled by the same automated processes. Installation of Dry Tower is one of the automated processes that are helping to make the company successful. The margin of error is being eliminated by a real time control of the MES and ERP. By continuously investing in intelligent automation and productivity, the setup of this process is a perfect example of how to build the factory of the future.